Все хорошее когда-то кончается... «Скончалась» и поршневая на моем мотоцикле Урал - цилиндры требовали замены. Прошелся я по рынкам и магазинам, подсчитал, сколько нужно выложить за цилиндры с поршнями, кольцами и коленвалом стало нехорошо. Оправившись от шока, стал соображать - и меня осенило: «вазовские» поршни! Их диаметр - 79 мм! Сравнил цены на комплект, оказалось - 1:1,5 в пользу «вазовских». Кроме того, комплекта автомобильных деталей хватит на два «Урала», а случись что с кольцами или поршнями в дороге вдали от дома, «жигулевские» смогу купить в любом автомагазине, они на каждом углу, тогда как родные «ураловские» поди найди...
К делу! «Вазовские» поршни требуют доработки сверху и снизу. Есть три варианта их обработки, в зависимости от октанового числа бензина. Оптимальный вариант Аи-92. В нем максимально сохраняется толщина днища поршня, а нагрузки, в связи с меньшей степенью сжатия, - ниже.
Опять-таки 92-й бензин встречается на бензоколонках чаще 95-го.
Обрабатывал поршни на токарном станке. Важное дело - не переусердствовать: если слишком сильно зажмешь поршень в патроне, то он легко превратится из овального в трехгранный. Слабо же зажатую деталь может провернуть в кулачках, и на ней образуются задиры, «не совместимые с жизнью». Избежать этих неприятностей помогла специальная оправка. Она представляет собой трубу, вдоль оси которой в стенке сделан сквозной пропил. Деталь вставляется в оправку и лишь затем в токарный патрон. При доработке поршня по второму и третьему вариантам необходимо его выставить с минимальным биением наружной поверхности (не более 0,05 мм).
Для облегчения поршней я снял металл снизу бобышек под палец, скруглил прилегающий к зеркалу край юбки радиусом примерно 0,5 мм, убрал бормашиной и заполировал концентраторы напряжений (глубокие риски, уступы, углы и др.) на внутренней стороне. Поршни подогнал по весу с точностью до одного грамма.
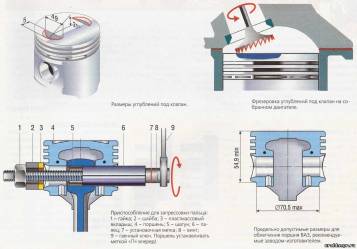
Углубления под выход клапанов на днище поршня делал на фрезерном станке. Но можно поработать и вручную - при помощи фрезы, сделанной из клапана.
Поскольку «вазовские» поршневые пальцы толще «ураловских» на 1 мм, пришлось дорабатывать отверстие в верхней головке шатуна. Я решил сохранить способ фиксации пальца, как в автомобильном моторе, в верхней головке шатуна. Для этого диаметр отверстия сделал меньше диаметра пальца на 0,05 мм. Если вы пожелаете сохранить «ураловскую» «плавающую» посадку пальца в верхней головке шатуна, то в этом соединении следует обеспечить зазор 0,02-0,03 мм, а в отверстиях бобышек поршней придется проточить канавки под стопорные кольца. 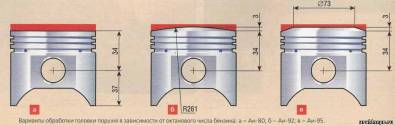
Я пользовался раздвижной разверткой, за один проход снимал не более 0,05-0,07 мм. Это помогло сохранить соосность отверстий верхней и нижней головок шатуна.
Поскольку я разобрал коленвал мотоцикла Урал, то у меня была возможность проверить параллельность осей этих отверстий с помощью микрометра по оправкам, вставленным в отверстия, и по прилеганию оправок к поверхности поверочной плиты. На собранном коленвале соосность отверстий можно проверить при помощи оправки в виде стержня, входящего в отверстия верхних головок обоих шатунов с зазором 0,04-0,05 мм. Она должна проходить сквозь оба отверстия одновременно без значительных усилий. В противном случае придется подогнуть шатуны. 
Я потратил немало времени, прежде чем убедился, что запрессовать палец без приспособления не удастся - он застревал на полпути даже в нагретом до цветов побежалости шатуне (где-то около 250°С). Пришлось изготовить приспособление.
В заключение могу добавить, что мой мотоцикл Урал уже прошел на «вазовских» поршнях более 3000 км по дорогам Украины, Крыма и Кубани.
Комментарий редакции. При запрессовке поршневого пальца винтовым приспособлением, как это сделал автор, можно сдвинуть ослабленную разверткой втулку в шатуне. ВАЗ рекомендует натяг между верхней головкой шатуна и поршневым пальцем в пределах 0,010-0,042 мм. Учитывая, что «ураловский» двигатель работает в очень жестком температурном режиме, надо выбирать величину натяга, близкую к максимальной. Кроме того, есть смысл в любом случае проточить канавки и установить в них стопорные кольца, которые не дадут пальцу сместиться и поцарапать цилиндр. При нагреве шатуна до рекомендованной заводом температуры 240°С палец, смазанный моторным маслом и надетый на специальную оправку (ее несложно найти на рынках или в магазинах автозапчастей), от резкого движения руки должен легко войти на свое место. Если же вы все-таки воспользуетесь приспособлением, рекомендуемым В. Тураевым, то перед запрессовкой нужно рассчитать расстояние до метки. Автор, к сожалению, этот размер не указал.
При подгонке веса поршней, во избежание крупных неприятностей, следует руководствоваться предельными размерами, рекомендованными заводом-изготовителем.
У юбки Вазовского поршня коническая и одновременно овальная поверхность. При использовании для обработки поршня длинной оправки, рекомендованной автором, все равно остается риск его повредить. Лучше сделать узкое кольцо с теми же диаметрами, но шириной 15 мм. Зажимать поршни следует в их самом жестком месте - в районе поршневых колец.
После фрезерования канавок под выход клапанов нужно проверить достаточность их глубины. Зазор между клапаном и поршнем не должен быть меньше 2 мм.
"Переделка поршней от ВАЗ для мотоцикла Урал" по материалу журнала "МОТО" от 03.2003 г. 106-107 стр.
|



